
メタルジグを自作しようとしたら型取りが必要です。
今回は型の取り方を紹介します。
手順はおおよそ以下となります。
- マスターの準備
- 型枠の作製
- 型枠に粘土を敷き詰める
- マスターを粘土に半分埋める
- 位置決めピンや湯口を設ける
- シリコーンを流す(1回目)
- 油粘土を除去する
- 反対側の湯口を設ける
- 離型剤を塗布する
- シリコーンを流す(2回目)
- 半割しマスターを取り出す
以上です。
それぞれの工程について順を追って説明していきます。
マスターの準備
マスターとは型を取る対象物のことです。要はコピーの大元です。
作りたいメタルジグが市販品ならそれをマスターとします。
塗装が剥がせたら剥がしても良いですが、そのままでもいいかと思います。
私のように販売が目的なら、オリジナルで作製する必要があります。
バルサを削ったり、パテで成型したり、3Dプリンターで作ってもOKです。

その場合アイもちゃんと付けておきましょう。
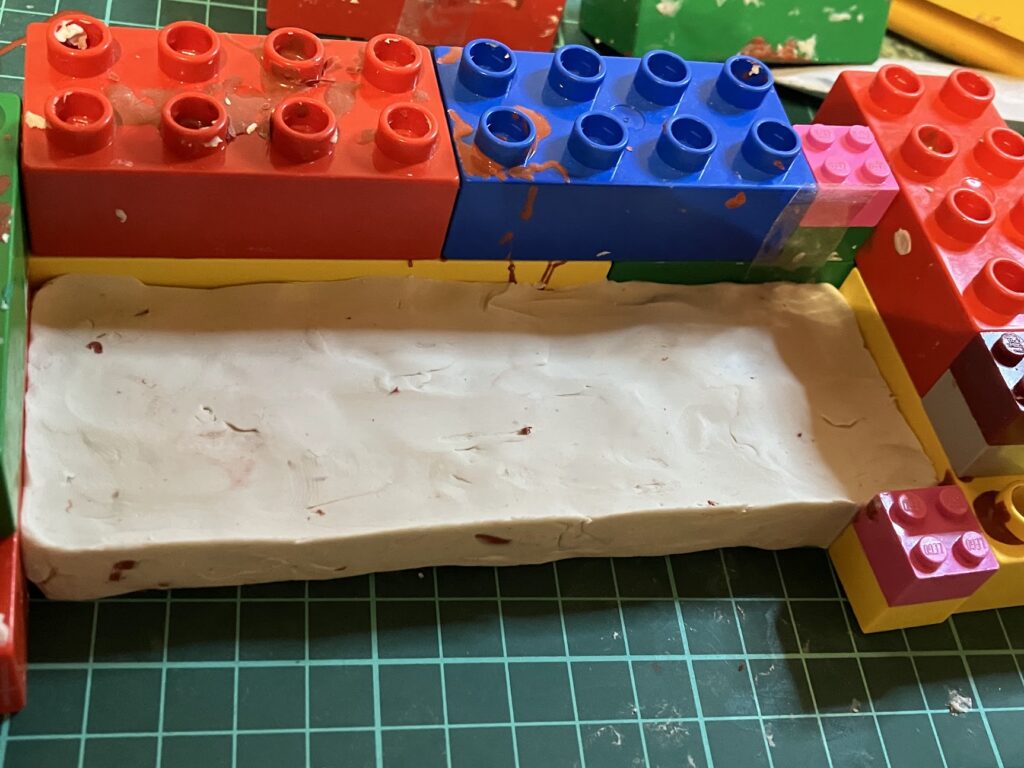
型枠の作製
マスターが準備できたら型枠を用意します。
専用の型枠ブロックやレゴを使用します。
メタルジグより一回り大きい枠となればOKですが、壁の厚みは5mmは欲しいです。高さは(厚み)は3cm以上あると安心です。

溶けた鉛を流し込む箇所を考慮して、4辺の端部の1箇所は2cmくらい余裕があると良いと思います。
型枠に粘土を敷き詰める
型枠ができたら粘土を敷き詰めます。作りたいジグの半分が埋まる厚みが必要です。
粘土は100均の油粘土で問題ありません。できるだけ表面を滑らかにしておいたほうが、次の工程が楽になります。
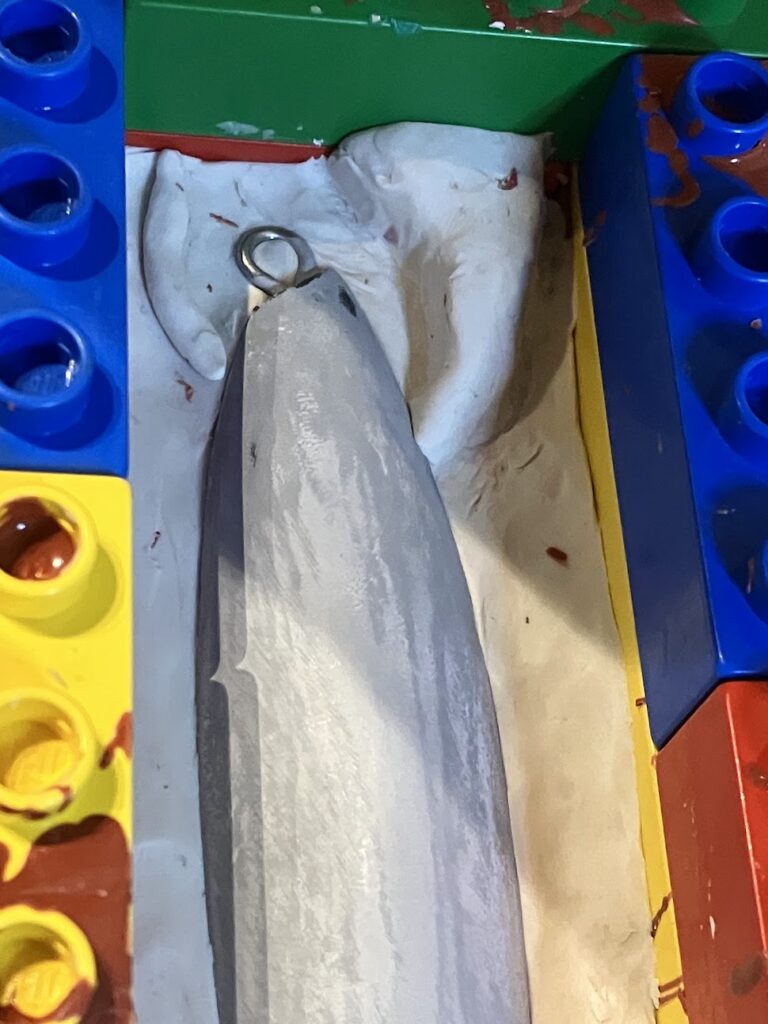
マスターを半分埋める
粘土を敷き詰めたら、マスターを半分埋めます。
粘土用のヘラである程度切り取ったほうが楽です。

先にも記載しましたが、必要ならブロックをいったん外しても良いと思います。この時ジグの端部は注意して埋め込みましょう。
隙間があるとシリコーンが流れ込んでしまいます。

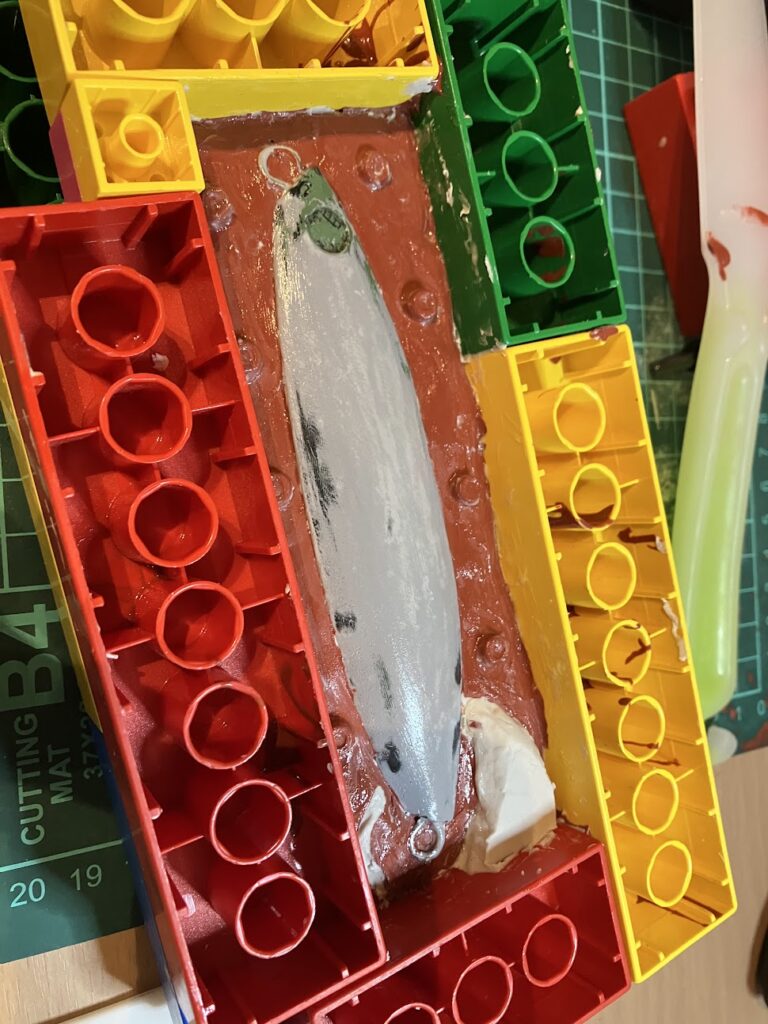
位置決めピンや湯口を付ける
シリコーン型は割型なので、ズレたりすると大変です。型にあらかじめピン形状を設けておくことでズレを防止できます。
私は接着剤の蓋で凹み形状を作っておきます。

また湯口も作製します。金属は最後に固まるところがヒケる(縮む)ので肉厚の箇所が湯口になるようにすると失敗が少ないです。
最終的な穴の直径が3~4mmになるように湯口をマスターに接続します。湯口自体の体積は大きいほうが品質は安定しますが、型が大きくなるとコスト(シリコーン代)がかかります。
エア抜き穴も設けて置きましょう。下図左側の細い粘土がそうです。(無くてもなんとかなりますがあったほうが良いです)
シリコーンを流す(1回目)
次はシリコーンを流します。シリコーンは旭化成ワッカーのM4470が良いです。シリコーンシーラント等を使われている方もいらっしゃいますが、結果的に専用品の方が良いと思います。
コスト重視なら石膏も有りです(石膏での鋳造手法は別途まとめたいと思います)。
0.1g単位で測定できるスケールを使用しましょう。使う量は型の面積×1.3~1.5gでやるとちょうどいいです。
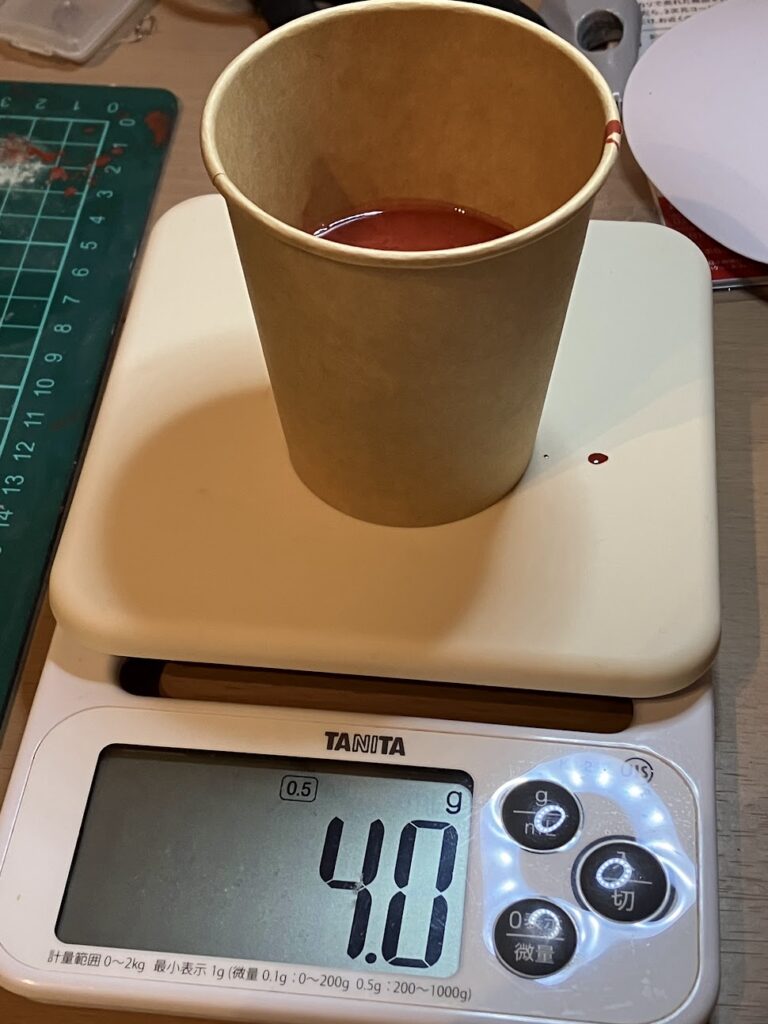
使い捨ての紙コップに必要量を投入し混ぜます。20秒も混ぜれば十分かと思います。私はマスターの直上から流していますが、テキトーにやっても気泡を巻き込むことは少ないです。
シリコーンは4時間程度で硬化しますが、私は一晩待ちます。

油粘土を除去する
シリコーンが硬化したら、枠型ごとひっくり返して油粘土除去します。特にマスターに付着している粘土は念入りに。

湯口を付ける
粘土が除去できたら反対側の型になるこちらにも湯口を設けます。できるだけ左右対称になるように成型しましょう。

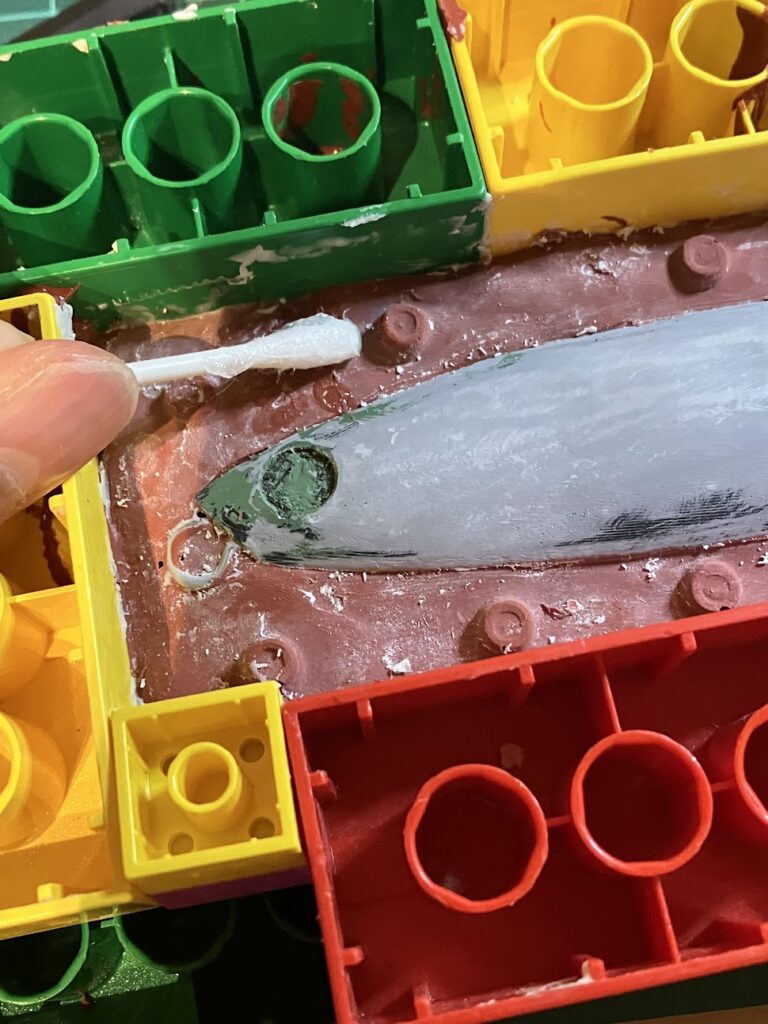
離型剤を塗布する
湯口が完成したら離型剤をシリコーン面に塗ります。シリコーン同士がくっつくのを防ぐためです。私はワセリンを綿棒で塗布しています。マスターや湯口に塗る必要はありません。
塗りすぎると塗りムラが金型に転写してしまうので要注意です。
シリコーンを流す(2回目)
ここまで来たらほぼ完成です。もう半分と同じようにシリコーンを混合し注型します。こちらも型の面積×1.3~1.5gくらいがちょうどいいと思います。

半割しマスターを取り出す
マスターをシリコーンが硬化したら型枠を外し、型を半割します。ムリに力をかけると型が破損する可能性がありますので慎重に。
型が割れたらマスターを取り出して完成です。湯口がちゃんと空いているか確認し、不要なバリがあれば除去しましょう。金型が出来たら次は鋳造です。



コメント