
型が完成したら次は鋳造です。鉛のガスが有毒であること以外は比較的簡単です。手順はおおよそ以下となります。
- 離型剤塗布
- アイ(金具)セット
- 鉛溶解
- (捨て打ち)
- 鋳造、脱型
それぞれについて解説していきます。
離型剤塗布、金具セット
鋳造の前にシリコーン型に離型剤を塗布します。ベビーパウダーが一般的です。主成分はタルクです。
タルクは扁平形状の結晶なので被覆性が良いのと、耐火性が高いのでシリコーン型を長持ちさせてくれます。

私は筆を使って、型の内面全体に塗布しています。塗りすぎた時は吹き飛ばしましょう。
離型剤が塗れたら、金具(アイ)をセットします。最初の数回を捨て打ちする方もいらっしゃるみたいですが、私は最初から金具有りで鋳造します。意外と重量のばらつきは小さいです(といっても10%くらいはあります。180gが200gにかわるようなイメージです)

金具がセット出来たら型を締めて置きましょう。私はあて板とクランプで型を締めています。締め過ぎは金型が変形するため厳禁です。

ダイソーで買ったクランプがよく開くし、締め力もちょうどよくて気に入っています。
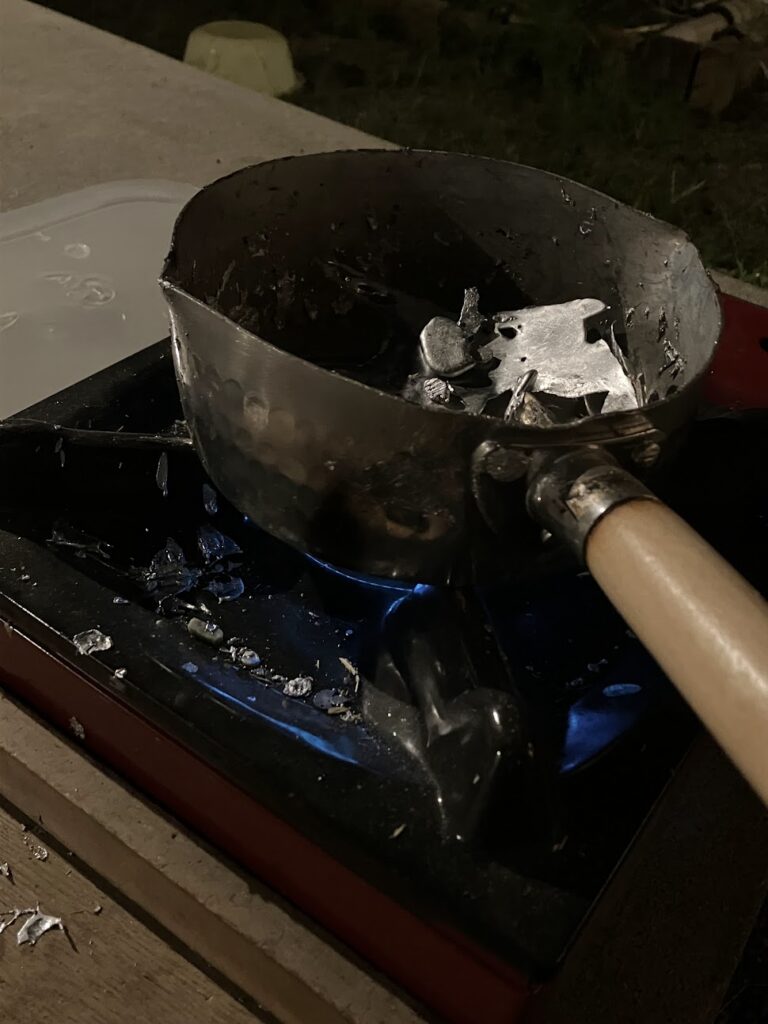
鉛溶解
型の準備が出来たら、鉛を溶かしていきます。
私はカセットコンロとアルミのナベで溶かしていますが、アルミより鉄の方が良いかもしれません(アルミは熱伝導が良すぎて冬場固まりやすい)。
原料となる鉛をナベに入れて火にかければ数分で溶解してくるはずです(もちろん強火)
鉛が溶解した直後はインゴット等に付着していた油分やらが揮発して煙がたくさん出ます。鉛が溶けはじめたらアク取りやお玉で溶湯を撹拌してどんどん溶かしましょう。
完全に溶けた後、静置するとスラグ(ゴミ)が浮いてくるので、アク取りで除去します。
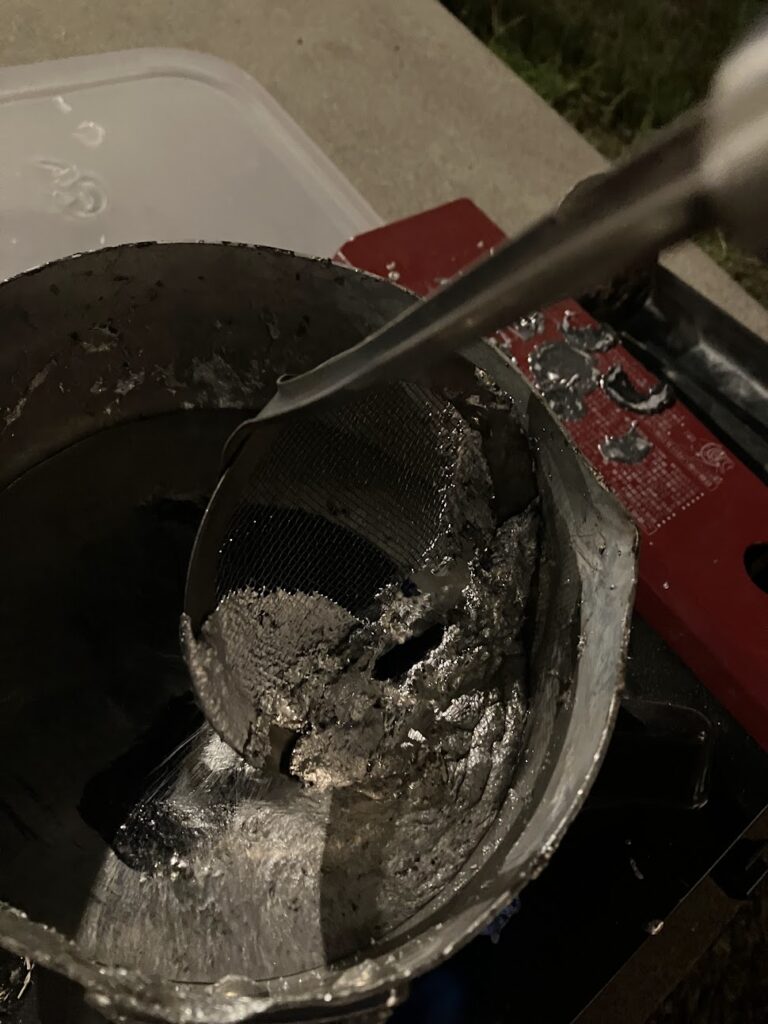
スラグを除去し、発生してくる煙が落ち着いたら準備完了です。この時に中火にしましょう。この時点で大体280℃くらいになっていると思います。
鋳造
溶けた鉛(溶湯)が準備出来たら、いよいよ鋳造です。といっても静かに型に流し込むだけです。
この時に溶湯がスムーズに流れて行かず湯口に鉛が溜まるようだったら、湯口を拡大したほうが良いかもしれません。

型が温まっていない時は充填性が落ちるのでカケが発生しやすいですが、標準的なメタルジグであれば単純な形状なので、割と大丈夫です。
脱型
鋳造(注型)後、湯口が固まった後、2分程度待てば脱型可能になります。早く脱型しすぎると肌荒れ等の不具合が発生するので待てるなら待ったほうが吉です。
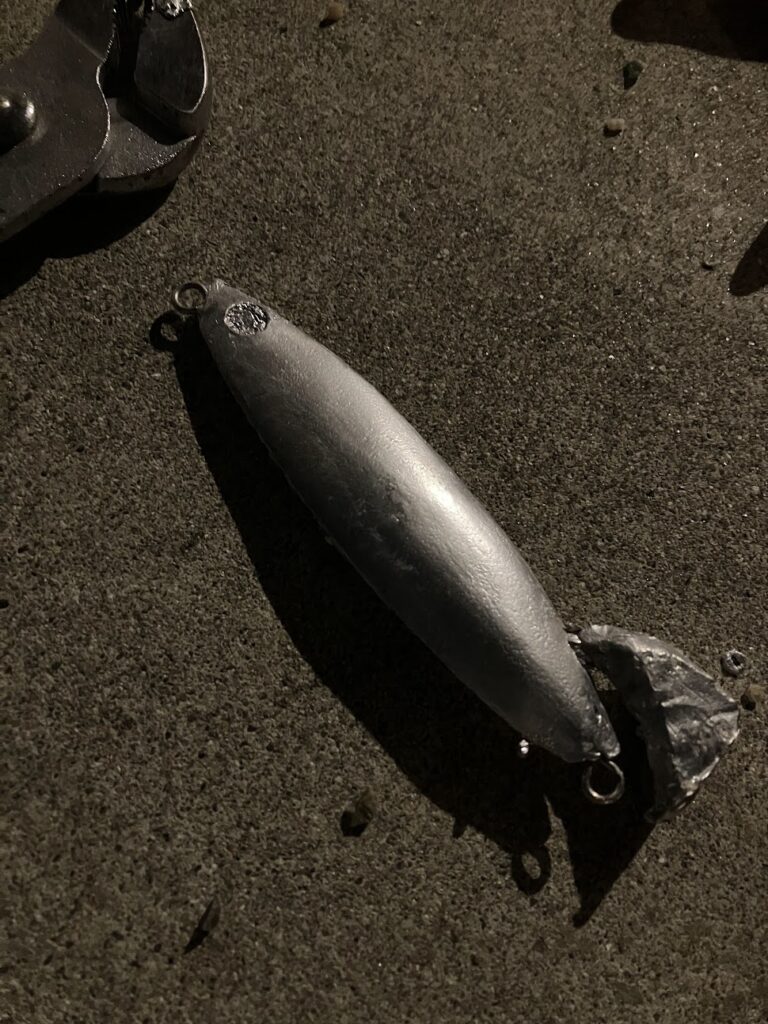
湯口やエア抜き穴に由来する箇所を切り取った後、異物巻き込みや、金具のズレ、許容不可能なヒケ等がなければ完成です。たとえそういう不具合があったとしても、もう一度溶解すれば大丈夫です。

塗装なんかいらねぇ!っていう方であればこのまま使うことができます。
ですが次は塗装の仕方を記載します。


コメント